
注文時に便利な極厚溶断品の仕様知識
2023/4/3
はじめに
板厚100mmを超えるような極厚溶断品はスタンダードな板厚の鋼板と異なり、上面の精度だけでなく切断面の倒れを始めとする極厚ならではの品質要素を考慮する必要があります。
お客様より板厚ごとの切断精度の目安や必要な削りしろの目安についてお問い合わせをいただくことも多いので、弊社で資料を作成いたしました。「ヘソ」や「上ノロ」といった、製品の品質に関わる要素も写真付きで説明しております。
極厚溶断品の手配を担当される方々の業務のお役に立てれば幸いです。
極厚溶断品の手配時に把握すべき品質要素のポイント
レーザーなどで薄板を切断する場合は簡単にコンマ台の切断精度を出すことができ、切断面の倒れについても板厚が薄ければほとんど気になりません。
それに対して、100mm厚などのガス溶断でしか切断できない厚板は上面精度(上から見た形状の精度)については熱による変形などを考慮する必要があり、横から見たときの面の倒れによる上下のズレも無視できない数字になります。板厚が厚くなるほどその度合は増大します。
中村機材では熱変形を予測したうえで、炎の状態と吹き出し口の角度を微妙に調整して高い精度を実現しています。それでも、やはり物理的に薄板とは異なる精度水準になるため、材料手配においては極厚溶断品というものの品質の特徴と各社の溶断品の品質の目安を把握しておくことがポイントになります。
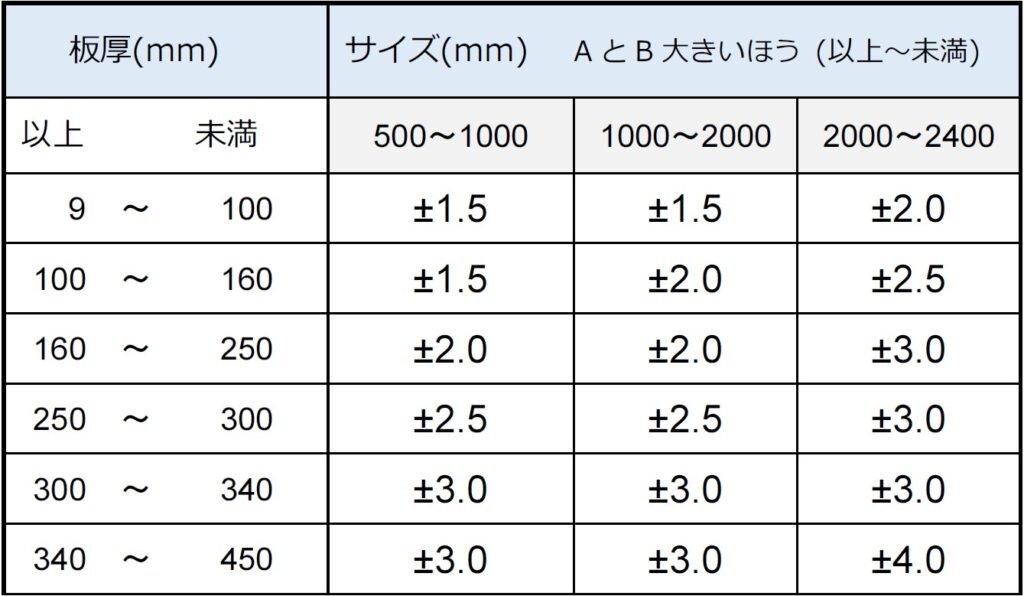
板厚とサイズごとの上面精度
下の表は中村機材の溶断品の、板厚・幅・長さごとの上面寸法精度の目安の一覧です。例えば、100mm厚x幅500 x長さ800のサイズであれば上面精度は±1.5mmくらい、ということです。
弊社の溶断製品の95%以上のものが下記の精度以上になっていますが、あくまでも目安なので多少外れることがあります。例えば細長いものや、サイズが板厚未満のもの、溶断穴が多いものなどは精度が落ちる傾向があります。
板厚ごとの溶断面の倒れ
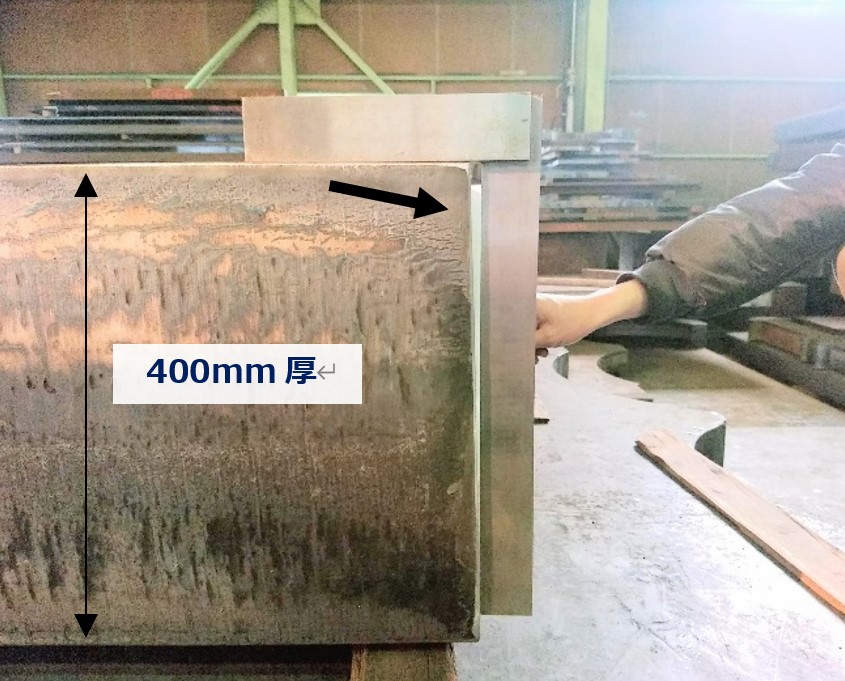
下の写真は切断面の倒れの例で、吹管を1.5度だけ傾けて400mm厚を切断したものです。わずか1.5度(時計の目盛りの4分の1)の傾きでも、400mm厚だと上面と下面でこのように10mm以上のズレ(倒れ)になります。普段はここが数mmに収まるように切断します。
下の表は中村機材の溶断品の、板厚ごとの溶断面の倒れ精度の目安の一覧です。例えば、300mm厚であれば、倒れの精度は2.5mm以内が目安ということです。弊社の溶断製品の95%以上のものがこの一覧表の精度に収まっています。
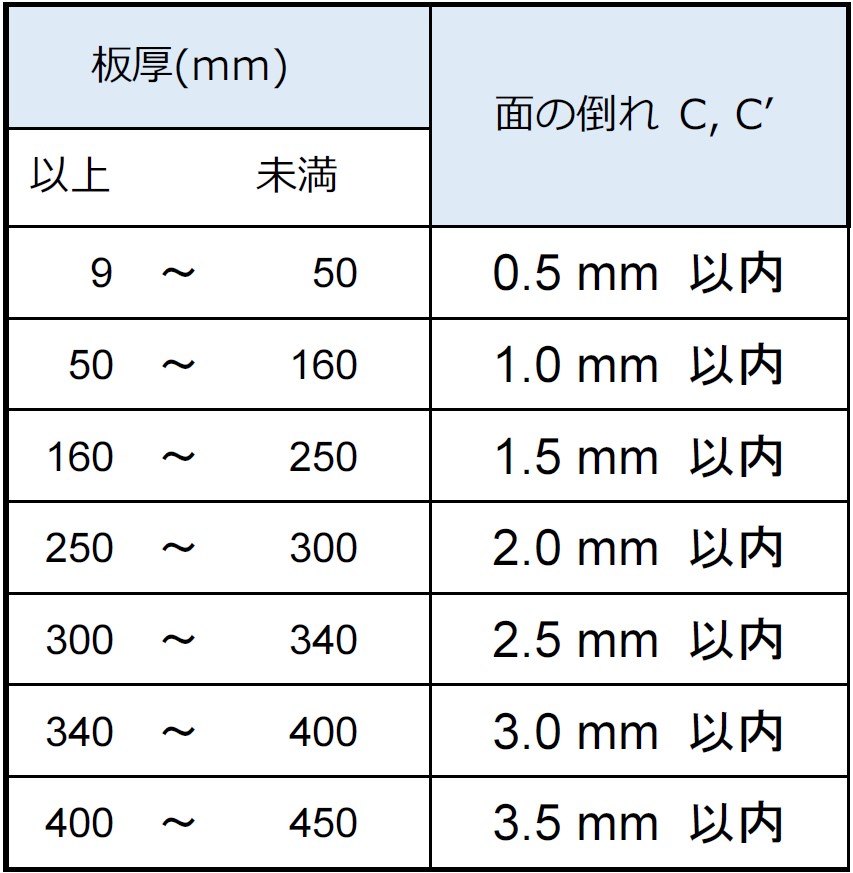
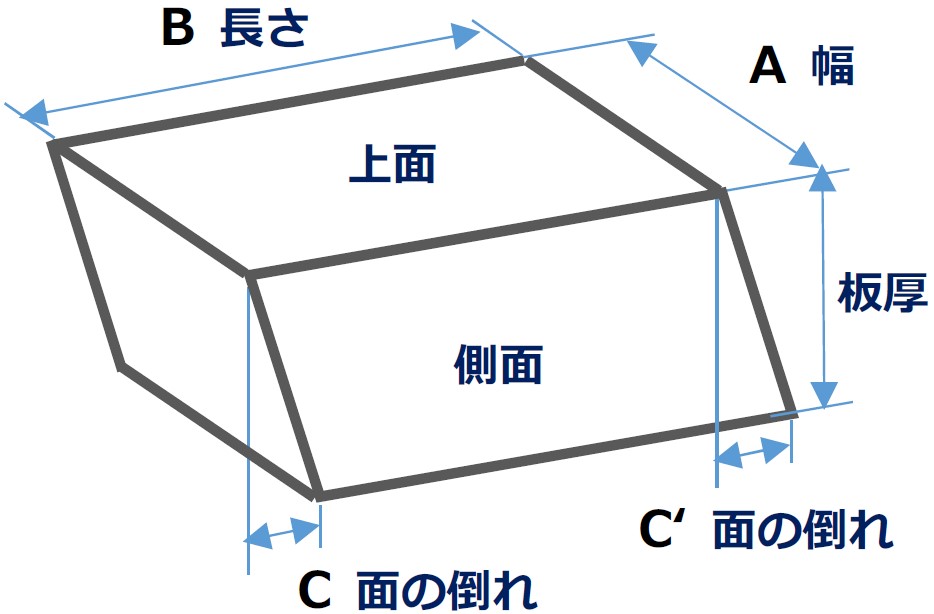
炎の吹出し口の角度が一定であれば、溶断面の倒れは下図のCのように内側に入るときとC’のように下面で外に広がるときがあります。
削りしろの目安
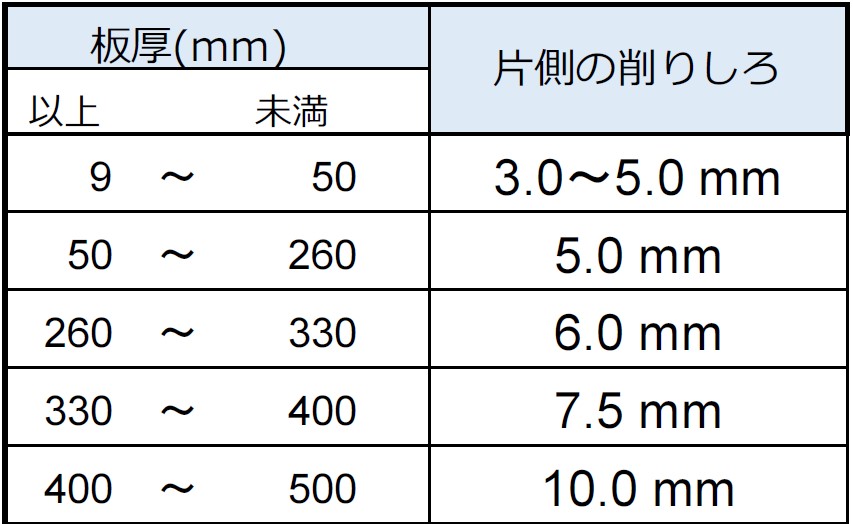
極厚溶断品の場合、機械加工で削って寸法を整えて使用されることが多く、そのため削る面には必要な削りしろ(肉)を付けた寸法で溶断します。前頁の通り、板厚に応じた寸法誤差が生じるので、溶断業者ごとに自社の溶断精度を踏まえた削りしろの目安があります。中村機材の目安は下の表の通りです。形状によっては条件が変わるのでご確認ください。なお、板厚精度についてはJIS公差となります。
その他の品質要素
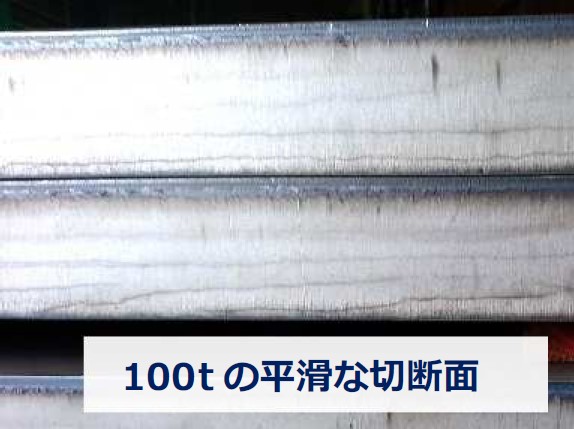
切断面の平滑度とノッチ
炎の調整によって、凹凸のない滑らかな面で切断します。ただし、切断時の熱影響によるわずかな動きなどでノッチや吹き返しと呼ばれるキズが切断面や下面に入ることがあり、キズについては基本的には溶接肉盛りで丁寧に補修して出荷致します。

下面の溶断スケール除去
切断時に溶岩のように液化した酸化鉄が冷えて固まって下面のふちに付着するので、仕上げ作業でしっかりと除去します。
切断の出入りのヘソ
製品の切断の出入り部分にはヘソと呼ぶ出っ張りが付きます。切断下部の遅れがあるため、ヘソが小さすぎれば下部でキズが入ります。使用上問題がないと思われる最低限のヘソになるよう調整して切断します。特に板厚が厚いものや目立つものはヘソにサンダーを掛けて仕上げます。

打痕やサビ
厚板、極厚板については、流通段階で多少の扱いキズがつくことがめずらしくありません。水をかけて冷却しながら切断することや、製鋼メーカーで板厚面を削って整えて出荷するときに黒皮が除去されて錆びやすくなることもあります。そのため、ある程度のサビや扱いキズについては一般的には許容されます。
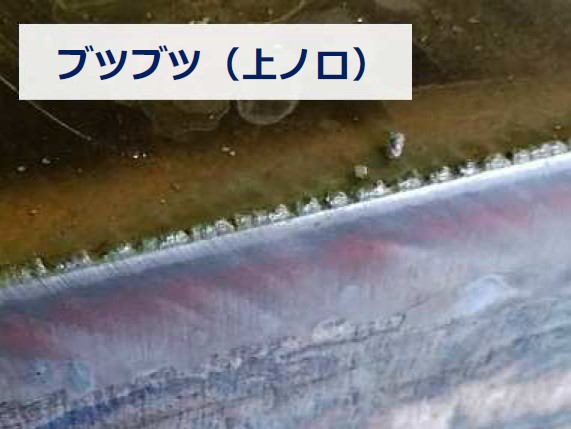
上ノロ(上面のふちのブツブツ)
吹出し口の高さが適切でないと、上面のエッジに粒のような形状が現れます。上ノロ(ウワノロ)とも言います。切断時に防ぎつつ、特に板厚が厚いものや上ノロが目立つものについてはエッジにサンダーを掛けて仕上げます。
下部の遅れ
炎が下部では遅れてついてくるので、急なコーナーでは物理的に上面とのズレが大きくなります。適切に火力を調整して、できるだけバランスよく切断します。


内カドのR
例えば300mm厚などであれば直径7mmほどの火柱で切断するため、物理的に内カドにはある程度のRが付きます。コーナーを急に曲がるほど下部でキズが付きやすくなるので、例として300mm厚であればR8程度のRを付けて切断することが必要になります。
下部の痩せ
例えば300mm厚でリング幅が40mmしかないような極端に幅の細いリングなどは、下部だけが強く燃焼しやすいために上部や中間部に比べてやせる場合があります。そのために削りしろが不十分になりそうな箇所は、数ミリ太めに補正して切断することがあります。
ダウンロード用A4資料
A4サイズ2ページの資料をダウンロードできるようにいたしました。
