
溶断品とJIS公差について
2023/8/9
「厚板の公差(JIS公差)を教えてください」という問い合わせがときどきあります。
ご質問の意図は、下の3つのパターンと思われます。
1.中村機材でどのくらいの精度で溶断できるのかを知りたい
2.鋼板の板厚や平坦度などのJIS公差を知りたい
3.JISで規定されている溶断品の精度が知りたい
それぞれのパターンについて説明していきます。
1.中村機材でどのくらいの精度で溶断できるのかを知りたい
「公差」というのは「この範囲に収まっていればOKとします。」とJISなどで「公に」定められた基準値のことです。
なので、「どのくらいの精度で加工出来ますか?」という意味で聞く場合は、「寸法公差」でなく、「寸法精度」を問い合わせるのが正しいのですが、ややこしいため誤用される方も多いです。「溶断品の精度を知りたい」場合は板厚や形状に応じて回答させていただいています。
弊社の溶断精度の目安については、資料を用意しているのでそちらも併せてご案内しています。
2.JISで規定されている鋼板の板厚や平坦度などの公差を知りたい
JISの中で鋼板の寸法公差は、JIS G3193「熱間圧延鋼板及び鋼帯の形状,寸法,質量及び その許容差」の中の「形状及び寸法の許容差」で規定されています。
母材の長さや幅、横曲がりの最大値などが定められていますが、その中でも溶断品に関係してくるのは「板厚」と「平坦度」です。ちなみに、JISの「横曲がり」については母材に関してのことなので、一般的に溶断品のキャンバーには該当しません。
弊社で扱っている、SS400やSM490Aなどの鋼種の場合の実例で説明します。
ちなみにJISでは当事者間の取り決めで別の基準を使用する場合もありますが、この説明で扱うのはJISの一般的な公差です。
例えばこんなサイズのSS400の溶断品の場合で見てみます。
板厚80mm x 幅1200mm x 長さ1800mm
板厚と製品幅に応じて、JISの表から該当する数値を探していきます。
まず平坦度についてです。
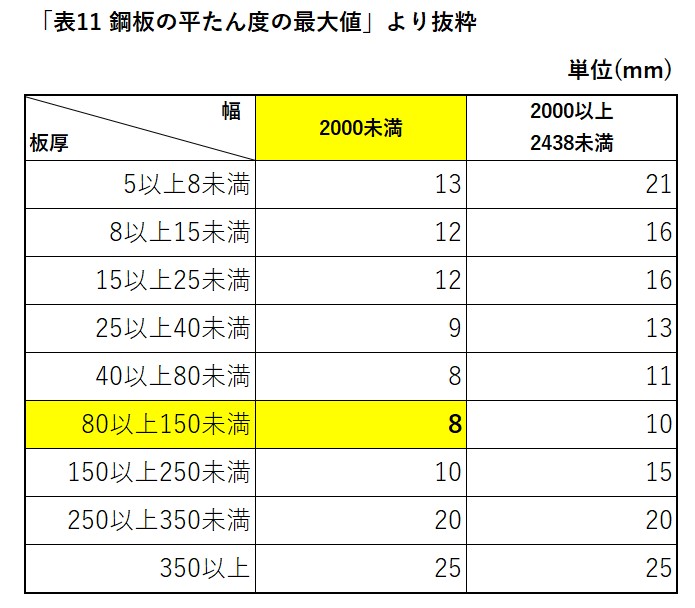
溶断寸法が幅も長さも2000mm未満なので、表の中の幅が2,000mm未満の列で、板厚80mm以上 150mm未満の行のところを見ると、8mmとあるのでこれが該当します。
つまり、平坦度が8mm以下であればJIS公差に収まっている、ということになります。
なお、板の平坦度は下記のように測ります。
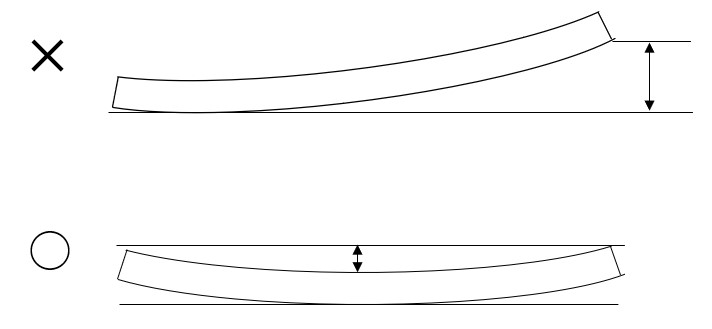
JIS公差はあくまで「これを超えたら不良品」という緩めの基準なので、一般的に出回っている鋼板の平坦度は実際にはもっと良好であることがほとんどです。
次に板厚についてです。
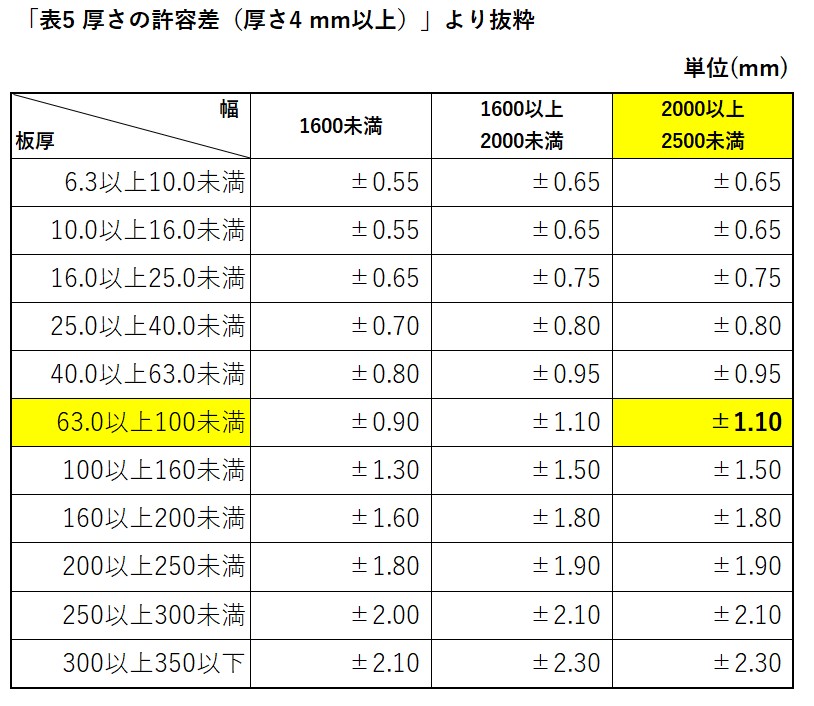
もしこの溶断品を切り出した母材のサイズが
板厚80mm x 幅2438mm x 長さ6096mm
であれば、幅が1,600mm以上 2,500mm未満の列で、板厚63mm以上 100mm未満の行のところを見ると、±1.10mmとあるのでこれが該当します。
つまり、板厚が78.9mmから81.1mmの間であればJIS公差に収まっている、ということになります。
ちなみに一般的に出回っている鋼板の板厚は実際にはどうかというと、表記より厚いことはあまりなく、どちらかというと薄いことが多い印象です。
3.JISで規定されている溶断品の精度が知りたい
JISでは、打抜き加工や曲げおよび絞り加工、金属板せん断加工の寸法公差は規定されていますが、実は「溶断品」については規定がありません。ちなみに金属板せん断加工についても12mm厚以下の規定しかありません。
一方、工業製品全般についての基準として、JIS B 0405「普通公差 第1部: 個々に公差の指示がない長さ寸法 及び角度寸法に対する公差」というものがあります。
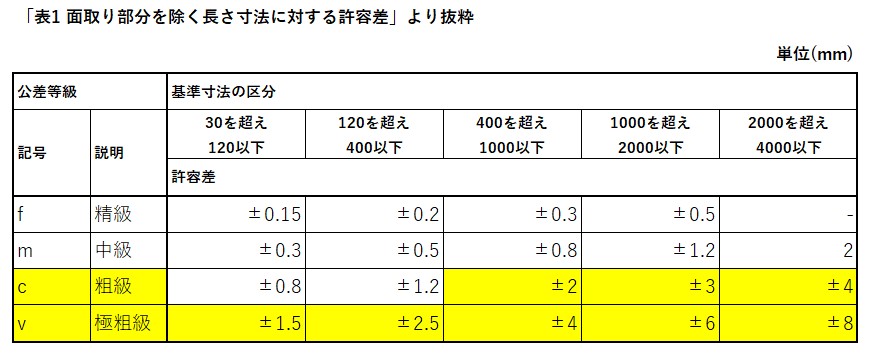
板厚などの条件を考慮せず、例えば中級であれば単純に「中級という精度水準の指定の場合はつまりこのくらいの寸法精度になっていればOKです」という規定です。
なので、「ガス溶断の精度を規定するJISの内容」はありませんが、「JISのこの基準を精密溶断で満たせますか?」ということであれば回答可能です。
具体的な数値を見てみると、「精級」、「中級」は1メートル以下の長さについてはコンマ台の公差なのでガス溶断だと物理的に不可能です。これらは機械加工で実現する精度水準です。(120~400mmの長さであれば±0.5なので、板厚によってはレーザー切断なら可能なものもあります。)
±1.5mmくらいからであれば、ガス溶断の精度でも板厚によっては狙えるケースが出てきます。「粗級」の400~1000mmから上の範囲、または「極粗級」の30~120mmから上の範囲です。
実際に、部材によっては材料ユーザーが仕様を若干緩和することで、機械加工の一部を精密溶断加工に置き換えて使用できるようにして、コストを抑えるケースはよくあります。
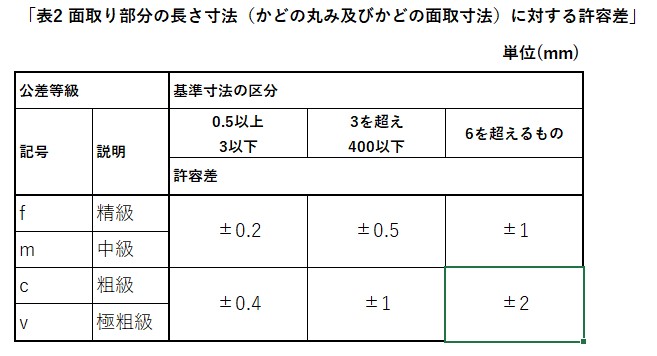
なお、JISには開先(面取り)の許容差の規定もありますが、下記の数値を見てみると、機械開先を前提にした精度のため、ガス溶断ではあまり現実的でない水準になっています。とはいえ、大きな面取りを機械加工でやるのは大変なので、ここもJISを適用しない仕様にして、ガス溶断開先で済ませることも少なくありません。
まとめ
溶断品専用のJIS公差は存在せず、熱間圧延鋼板(母材)のJIS公差は緩く、加工品の普通公差は機械加工を前提にしているため溶断品に適用するにはきびしい、というのが概要です。
JIS公差を気にされるということは、そもそも精度品質を重視している部材かと思われますので、必要な精度を具体的にして、コストを掛けてでも機械加工を絡める必要があるのか、溶断で実現可能な精度水準に緩和できるものかすり合わせることで合理的な材料調達ができます。